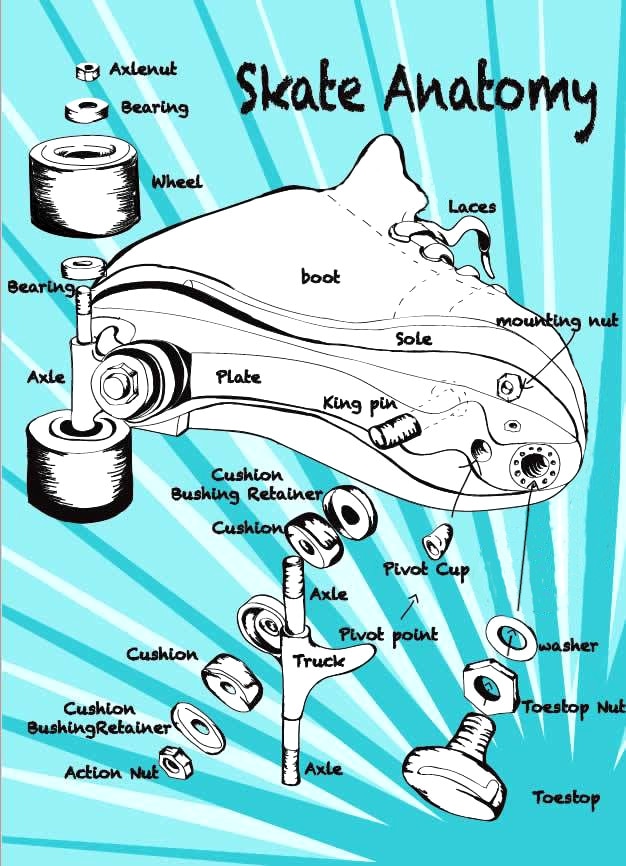
Skate Care and Maintenance
more info to be added about wheels, boots, and plates
History of the Snyder plate, forerunner of 'modern' plates
David Ripp, President of Skates U.S., literally grew up at his grandfather’s (Charles Snyder) skate shop in Dayton, Ohio. “When grandpa’s skates became the rage after my mother (Shirley) did so well on them, (in the 1940's) he left his job as a tool maker at Frigidaire to make the skates full time”. Charles Snyder is the inventor and held the patents for the Double Action (a Cushion above and below the Truck, which is the Skate Design still most used in today’s Quad Skates) as well at the Toe Stop mount as a part of the Skate Plate.
The Double Action Super Deluxe Model was made for Shirley. However, when David was a competitive skater, he was also skating ice shows, Tests and Competition and wanted a roller skate that responded as quickly as the ice blade. His Grandfather worked with him to develop the Imperial Model skate. David went on to win 13, first, second and third placements at the North American Championships.
David became Vice-President of the Snyder Skate Company in the early 80’s. He invented the click-action adjustment feature that is still used on many skates today. It allows for easy and precise changes to the action of the skates.
source: skatesus.com/about-skates-us
David Ripp, President of Skates U.S., literally grew up at his grandfather’s (Charles Snyder) skate shop in Dayton, Ohio. “When grandpa’s skates became the rage after my mother (Shirley) did so well on them, (in the 1940's) he left his job as a tool maker at Frigidaire to make the skates full time”. Charles Snyder is the inventor and held the patents for the Double Action (a Cushion above and below the Truck, which is the Skate Design still most used in today’s Quad Skates) as well at the Toe Stop mount as a part of the Skate Plate.
The Double Action Super Deluxe Model was made for Shirley. However, when David was a competitive skater, he was also skating ice shows, Tests and Competition and wanted a roller skate that responded as quickly as the ice blade. His Grandfather worked with him to develop the Imperial Model skate. David went on to win 13, first, second and third placements at the North American Championships.
David became Vice-President of the Snyder Skate Company in the early 80’s. He invented the click-action adjustment feature that is still used on many skates today. It allows for easy and precise changes to the action of the skates.
source: skatesus.com/about-skates-us
Wheels
:Get dirty by picking up yuck from rink floors - use water or spray counter cleaner and a scrubby '3M' type sponge to clean them off.
:Hardness (also know as the DUROMETER) measured by the Shore A scale test. Harder wheels roll easier, softer wheels give more grip. 103A very hard, 98A soft. Wheels in the softer ranges usually used outdoors.
:Get dirty by picking up yuck from rink floors - use water or spray counter cleaner and a scrubby '3M' type sponge to clean them off.
:Hardness (also know as the DUROMETER) measured by the Shore A scale test. Harder wheels roll easier, softer wheels give more grip. 103A very hard, 98A soft. Wheels in the softer ranges usually used outdoors.
Bearings
Development of roller skate bearings
The earliest roller skates had no ball bearings. A hole in the hardwood wheel provided a wood bushing on a steel axle. Wearing the hole larger and out of round was a problem.
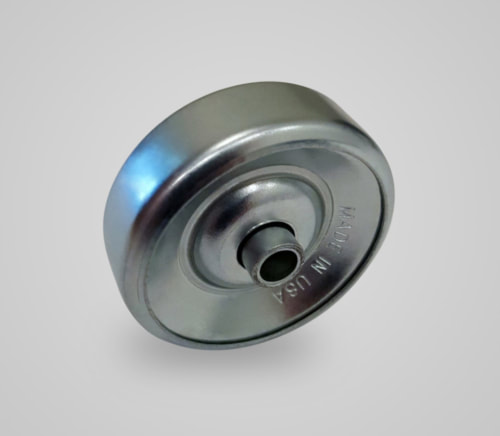
Early in the 1900's, and improved version of clamp-on skates utilized metal wheels for vastly improved durability for outdoor use on paved surfaces. In these, the bearings were 'sealed' inside the wheels which could not be disassembled. Its interesting to find out that these metal wheels are also used for the surface of unpowered conveyers, and are still called 'Conveyor Skate Wheels'. Which use sponsored which?
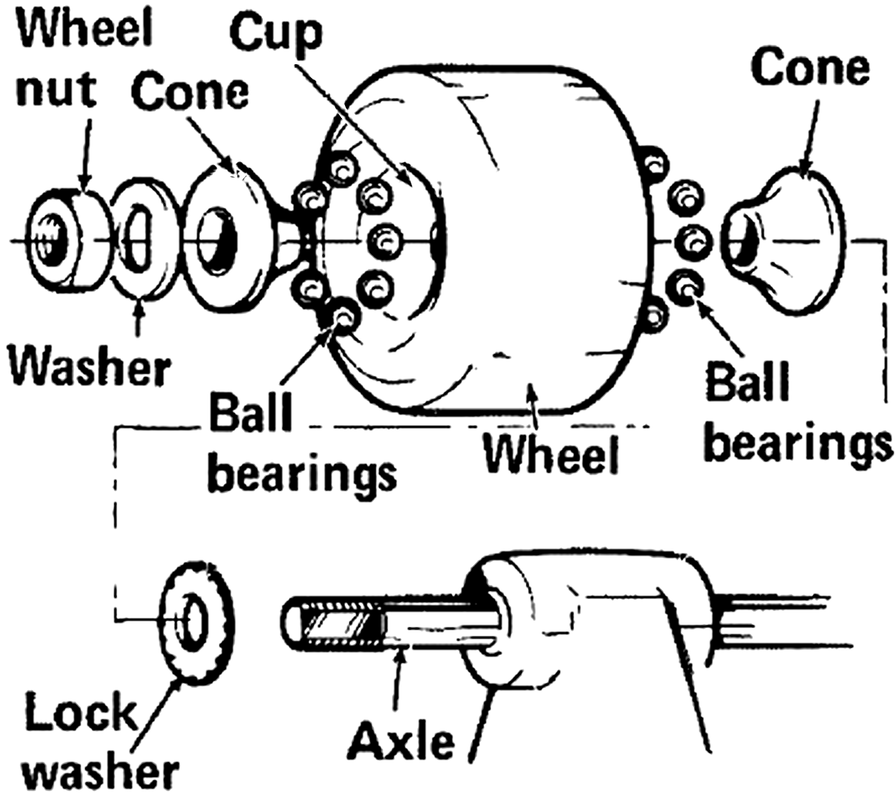
In the late 1800's, bicycle wheel and roller skate ball bearings were developed together. Wikipedia: In hindsight this type is called 'free' or loose bearings. They consist of a steel cup (pressed into the wheel) which forms the outer race, a set of balls, and a cone threaded onto the axle forms the inner race. Each wheel has two opposed bearing sets, and the outer cone is adjusted on the axle to set the desired 'play' in both sets. Various nut and/or washer arrangements lock the outer cone in position. A technique to assemble a loose bearing wheel is to use a bit of grease to 'stick' the bearings to the cups while placing it in position on the axle. The bearings were usually oiled. It was not unheard of for the outer cone to loosen because of improper locking and all the balls would come out, spilling over the skating surface, tripping other skaters as well as the unfortunate wearer of the failed skate.
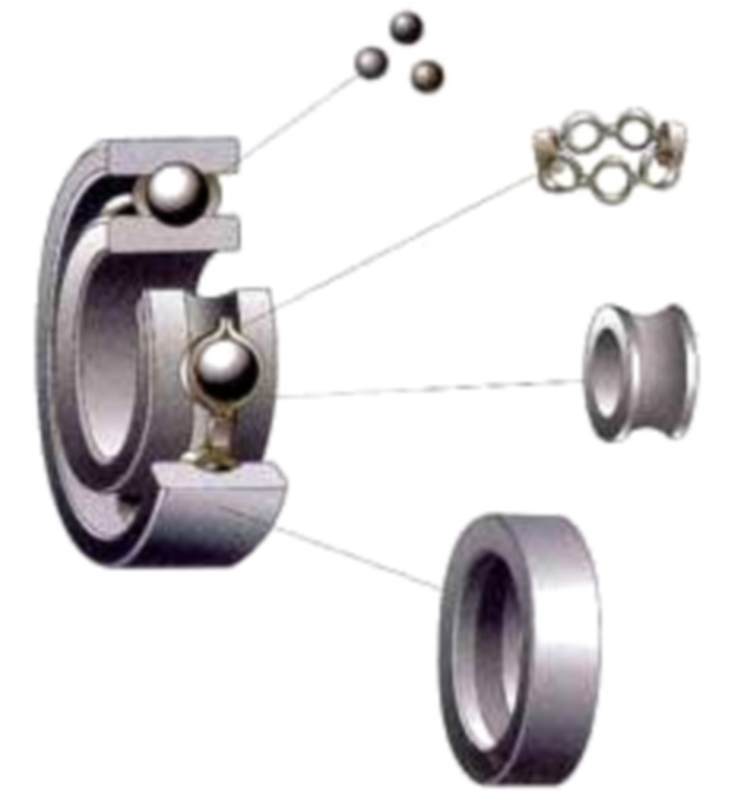
Skaters and management were happy when 'precision' bearings became available, apparently in the mid 1940's, for safety, quietness and smoothness of roll. They were developed for 'small machines', including home appliances that had 'AC/DC' electric motors in them. This author has personally seen a Fafnir 37K, the exact size for 7mm roller skate axles and wheels in a canister vacuum cleaner. But this burgeoning use made them affordable for the rollerskating market and they began to see widespread use in the late 1950's. These bearings are a complete unit of outer and inner races with ball bearings trapped between them and 'cages' or 'crowns' or 'spacers' to keep the balls evenly distributed and in some cases seals or 'shields' to keep dirt out and lubrication in. Two bearings are used in each wheel. In wheels before Urethane compositions, a spacer was securely locked between the two inner races with nut threaded on the axle. The outer races fit closely into bosses machined in the wheels, or in some cases, metal 'C' clips secured in grooves. These bearings were usually lubricated with a white grease, as oil would be spun out. Without lubrication, they would heat up, seize or even 'blow up' breaking the outer race.
The urethane wheels came out in the mid 1970's and quickly became the exclusive wheel polymer or plastic. The advantages include ease of formulating different hardnesses, colors and abrasion or wear resistance. A disadvantage is that their dimensions aren't stable with temperature and humidity changes. So the holes for bearings are made a little undersize so the bearings must be pressed into them, and the inner races 'float'. Elastic stop nuts are used to provide the proper 'play', and if too tight can cause the bearing to fail. Another innovation was low viscosity, thin oils with 'cling', that keep lubricating and are not easily 'thrown out' of the bearing.
In the mid to late 1990's ceramic ball bearings and races were developed for medical and space applications. Whether they are better than steel for skate use is still under debate. They are harder and theoretically have less rolling friction, even under load, than steel. But steel has more resilience to shock loading. In any case, the lubrication contributes more to rolling resistance in both the steel or ceramic bearings than their dry resistance does. But running bearings dry, particularly steel, can reduce their life dramatically.
A video concerning bicycle bearing tests, but totally applicable to rollerskate bearings.
https://www.youtube.com/watch?v=o7iZVfSDbiA
Development of roller skate bearings
The earliest roller skates had no ball bearings. A hole in the hardwood wheel provided a wood bushing on a steel axle. Wearing the hole larger and out of round was a problem.
Early in the 1900's, and improved version of clamp-on skates utilized metal wheels for vastly improved durability for outdoor use on paved surfaces. In these, the bearings were 'sealed' inside the wheels which could not be disassembled. Its interesting to find out that these metal wheels are also used for the surface of unpowered conveyers, and are still called 'Conveyor Skate Wheels'. Which use sponsored which?
In the late 1800's, bicycle wheel and roller skate ball bearings were developed together. Wikipedia: In hindsight this type is called 'free' or loose bearings. They consist of a steel cup (pressed into the wheel) which forms the outer race, a set of balls, and a cone threaded onto the axle forms the inner race. Each wheel has two opposed bearing sets, and the outer cone is adjusted on the axle to set the desired 'play' in both sets. Various nut and/or washer arrangements lock the outer cone in position. A technique to assemble a loose bearing wheel is to use a bit of grease to 'stick' the bearings to the cups while placing it in position on the axle. The bearings were usually oiled. It was not unheard of for the outer cone to loosen because of improper locking and all the balls would come out, spilling over the skating surface, tripping other skaters as well as the unfortunate wearer of the failed skate.
Skaters and management were happy when 'precision' bearings became available, apparently in the mid 1940's, for safety, quietness and smoothness of roll. They were developed for 'small machines', including home appliances that had 'AC/DC' electric motors in them. This author has personally seen a Fafnir 37K, the exact size for 7mm roller skate axles and wheels in a canister vacuum cleaner. But this burgeoning use made them affordable for the rollerskating market and they began to see widespread use in the late 1950's. These bearings are a complete unit of outer and inner races with ball bearings trapped between them and 'cages' or 'crowns' or 'spacers' to keep the balls evenly distributed and in some cases seals or 'shields' to keep dirt out and lubrication in. Two bearings are used in each wheel. In wheels before Urethane compositions, a spacer was securely locked between the two inner races with nut threaded on the axle. The outer races fit closely into bosses machined in the wheels, or in some cases, metal 'C' clips secured in grooves. These bearings were usually lubricated with a white grease, as oil would be spun out. Without lubrication, they would heat up, seize or even 'blow up' breaking the outer race.
The urethane wheels came out in the mid 1970's and quickly became the exclusive wheel polymer or plastic. The advantages include ease of formulating different hardnesses, colors and abrasion or wear resistance. A disadvantage is that their dimensions aren't stable with temperature and humidity changes. So the holes for bearings are made a little undersize so the bearings must be pressed into them, and the inner races 'float'. Elastic stop nuts are used to provide the proper 'play', and if too tight can cause the bearing to fail. Another innovation was low viscosity, thin oils with 'cling', that keep lubricating and are not easily 'thrown out' of the bearing.
In the mid to late 1990's ceramic ball bearings and races were developed for medical and space applications. Whether they are better than steel for skate use is still under debate. They are harder and theoretically have less rolling friction, even under load, than steel. But steel has more resilience to shock loading. In any case, the lubrication contributes more to rolling resistance in both the steel or ceramic bearings than their dry resistance does. But running bearings dry, particularly steel, can reduce their life dramatically.
A video concerning bicycle bearing tests, but totally applicable to rollerskate bearings.
https://www.youtube.com/watch?v=o7iZVfSDbiA
|
Bushing using wood of the wheel

|
Conveyor Skate Wheel
|
'Loose' ball bearing
|
Precision ball bearing
|
Bearing Maintenance
This breaks down into cleaning and lubrication. Ideally, you have 5 tools: axle nut wrench, bearing puller/press, solvent container, solvent and oil or 'cream'.
*To take off the axle nut, the best thing is a 'nut driver' or a socket wrench made for the size of the nut (there are several sizes). An open end or box wrench will work fine, and a small adjustable wrench is will do in a pinch. A pliers is absolutely the last choice.
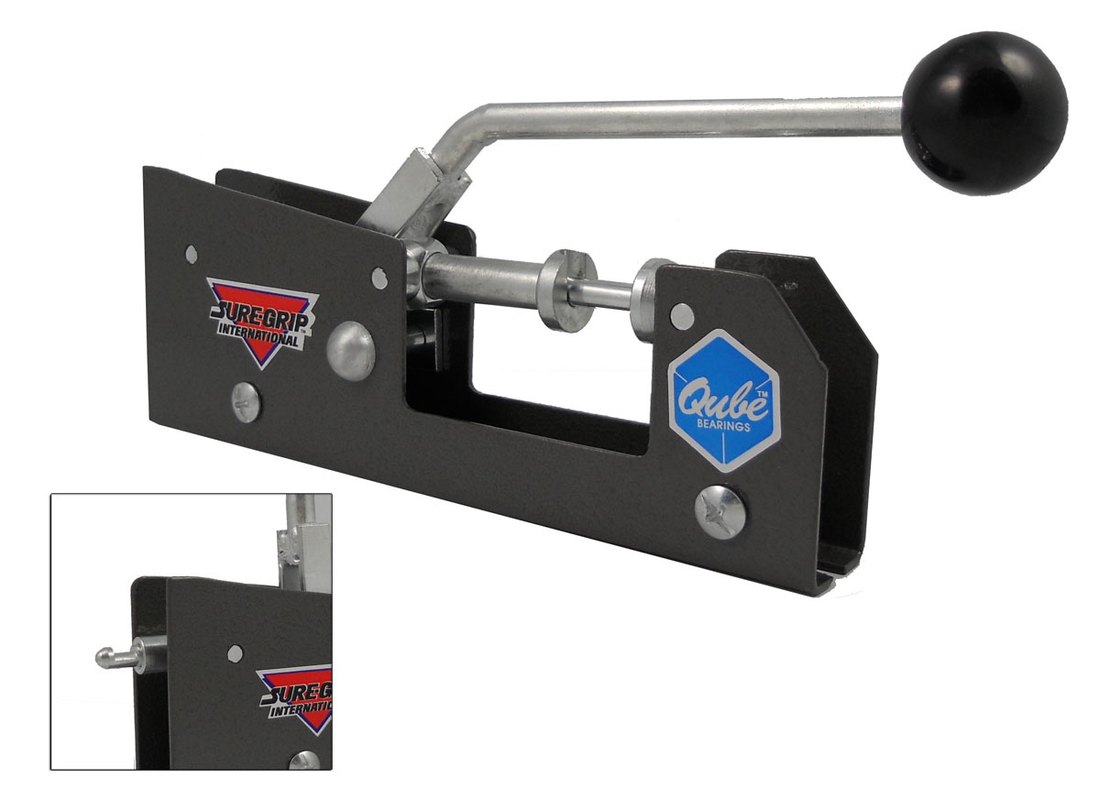
*A bearing puller and press is vital, as bearings are 'press' fit into the wheels. You need one that matches the axel size you have (7mm or 8mm). Two styles are shown below.
*A handy bearing washer is shown below. All the bearings from one skate are slid, with spacers, onto the center rod and held there with a wing nut. The cap is securely screwed back on the container, then vigorously shaken by hand. A plain container works as well, but the bearings are hard to fish out. If you have a well ventilated area, like outdoors under a roof, a small dish can be used along with an old tooth brush.
* Solvents: The oils and creams are normally petroleum based (rather than silicone or fluorocarbon) so hydrocarbon solvents work best. Their chemistry can be described by how many carbons are on average in each molecule, the fewer carbons, the more volatile and dangerous the solvent. With 4 carbons (C4) Butane isn't a liquid at room temperature and pressure, and Pentane (C5) barely is. Gasoline (Octane C8) evaporates too rapidly to be of much use as well as being extremely flammable.
Mineral Spirits, Stoddard Solvent, White Spirits, Petroleum Spirits and by other names, is the solvent we want to use. It is a mixture of C7 through C12 molecules and it contains very little 'aromatic', Benzene-like or Toluene-like high health risk components. It also goes by Paint Thinner, but there are also products on the market by that name that we do not want to use. Kerosene and Lamp Oil (C10 to C16) could also be used, but could contain contaminants of various sorts including particles (dirt) that we don't want. We want a solvent that will evaporate completely, if possible
*Lubricants: Before we lubricate, we want to be sure that all the solvent is gone, so it doesn't dilute the lubricant. One way is to use compressed air or a canned Dust-off gas or similar. Suppress the urge to see how fast you can spin the bearing - you could damage them. Another way is to give the bearings a 'rinse' in the cleaning jar, with pure Isopropyl Alcohol 99%, sold as Rubbing Alcohol. This will completely evaporate quite quickly. Don't use scented or other adulterated products.
Now you are ready to place 2 small drops of special purpose oil onto steel bearings, or 1 small drop onto ceramic bearings. Light oils such a 3-in-1(TM) are not ideal. Sewing machine oil can be used in a pinch. But purpose made clingy oils such as Bones Speed Cream(TM) and any of the variety of purpose made oils found by searching under "roller skate oil" are most suitable. They typically will have an almost needle-like applicator to meter the small drops.
This breaks down into cleaning and lubrication. Ideally, you have 5 tools: axle nut wrench, bearing puller/press, solvent container, solvent and oil or 'cream'.
*To take off the axle nut, the best thing is a 'nut driver' or a socket wrench made for the size of the nut (there are several sizes). An open end or box wrench will work fine, and a small adjustable wrench is will do in a pinch. A pliers is absolutely the last choice.
*A bearing puller and press is vital, as bearings are 'press' fit into the wheels. You need one that matches the axel size you have (7mm or 8mm). Two styles are shown below.
*A handy bearing washer is shown below. All the bearings from one skate are slid, with spacers, onto the center rod and held there with a wing nut. The cap is securely screwed back on the container, then vigorously shaken by hand. A plain container works as well, but the bearings are hard to fish out. If you have a well ventilated area, like outdoors under a roof, a small dish can be used along with an old tooth brush.
* Solvents: The oils and creams are normally petroleum based (rather than silicone or fluorocarbon) so hydrocarbon solvents work best. Their chemistry can be described by how many carbons are on average in each molecule, the fewer carbons, the more volatile and dangerous the solvent. With 4 carbons (C4) Butane isn't a liquid at room temperature and pressure, and Pentane (C5) barely is. Gasoline (Octane C8) evaporates too rapidly to be of much use as well as being extremely flammable.
Mineral Spirits, Stoddard Solvent, White Spirits, Petroleum Spirits and by other names, is the solvent we want to use. It is a mixture of C7 through C12 molecules and it contains very little 'aromatic', Benzene-like or Toluene-like high health risk components. It also goes by Paint Thinner, but there are also products on the market by that name that we do not want to use. Kerosene and Lamp Oil (C10 to C16) could also be used, but could contain contaminants of various sorts including particles (dirt) that we don't want. We want a solvent that will evaporate completely, if possible
*Lubricants: Before we lubricate, we want to be sure that all the solvent is gone, so it doesn't dilute the lubricant. One way is to use compressed air or a canned Dust-off gas or similar. Suppress the urge to see how fast you can spin the bearing - you could damage them. Another way is to give the bearings a 'rinse' in the cleaning jar, with pure Isopropyl Alcohol 99%, sold as Rubbing Alcohol. This will completely evaporate quite quickly. Don't use scented or other adulterated products.
Now you are ready to place 2 small drops of special purpose oil onto steel bearings, or 1 small drop onto ceramic bearings. Light oils such a 3-in-1(TM) are not ideal. Sewing machine oil can be used in a pinch. But purpose made clingy oils such as Bones Speed Cream(TM) and any of the variety of purpose made oils found by searching under "roller skate oil" are most suitable. They typically will have an almost needle-like applicator to meter the small drops.

|
|

|

|
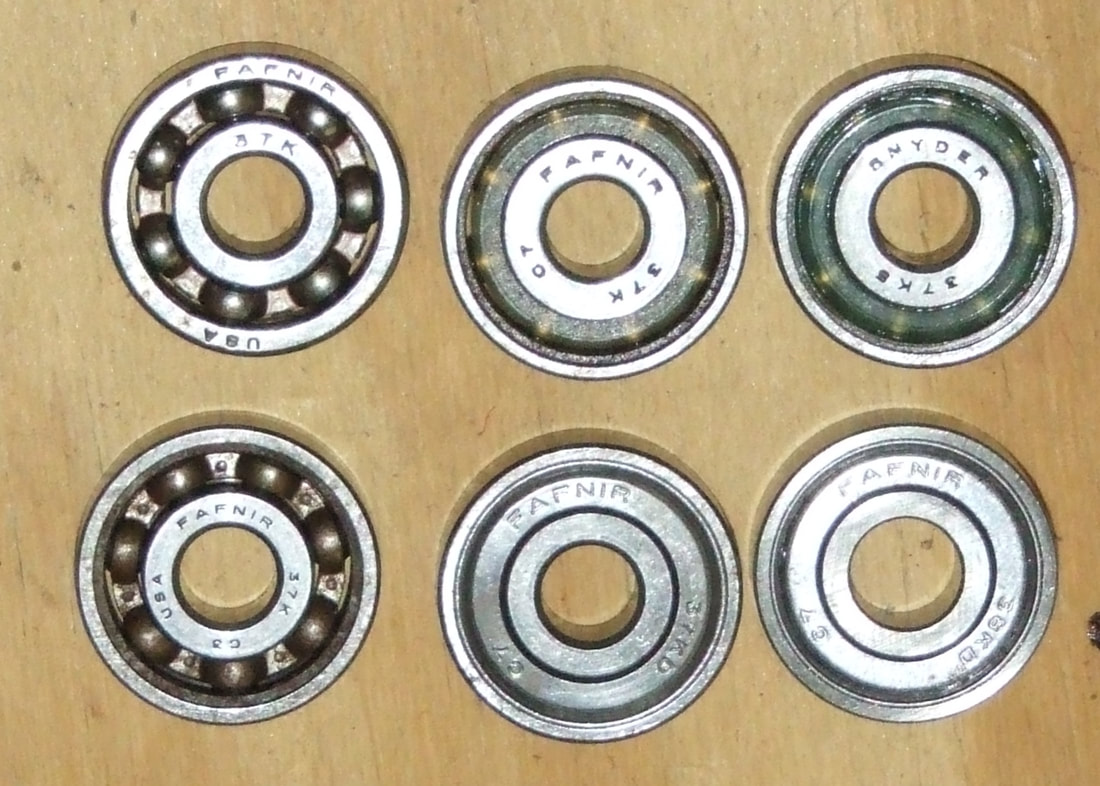
Fafnir, Timkin and SKF were early precision bearings, and the brands are still used today.
From Facebook. Thank you Fred Benjamin for article and photo
OK Lets know our Fafnirs. On the left the 7 ball, 7mm C3 (C3 = normal clearance) USA made Fafnirs. In the middle on Top German 8 Ball 37K clearance (C7 = loose as heck clearance), no shield, marking etched on the inner race. Below German 8 Ball, a C7 37KD, metal shield on 1 side. If it is gone (and many are) there are no markings. If you see 37KDD stamped in the shield, it has shields on both sides. On the right 8mm 38K and KD bearings. So 37 = 7mm, 38 = 8mm. (This numbering system was used back in the [past] for more than Fafnirs.) 'K' means open bearing. 'KD' means shield on one side. 'KDD' means seals on both sides. No markings typically indicates a KD or KDD that has lost it's shields. These also exist w/ steel ball cages instead of the plastic crowns. There are also rubber sealed versions. Tom Stauffer has/had a set of 38s with said seals. Lastly there are Snyder marked 37Ks. Yes they are Fafnirs, they just do not say so. I will not claim this is complete. There could very well be other skate sized Fafnirs that I have yet to run across.
From Facebook. Thank you Fred Benjamin for article and photo
OK Lets know our Fafnirs. On the left the 7 ball, 7mm C3 (C3 = normal clearance) USA made Fafnirs. In the middle on Top German 8 Ball 37K clearance (C7 = loose as heck clearance), no shield, marking etched on the inner race. Below German 8 Ball, a C7 37KD, metal shield on 1 side. If it is gone (and many are) there are no markings. If you see 37KDD stamped in the shield, it has shields on both sides. On the right 8mm 38K and KD bearings. So 37 = 7mm, 38 = 8mm. (This numbering system was used back in the [past] for more than Fafnirs.) 'K' means open bearing. 'KD' means shield on one side. 'KDD' means seals on both sides. No markings typically indicates a KD or KDD that has lost it's shields. These also exist w/ steel ball cages instead of the plastic crowns. There are also rubber sealed versions. Tom Stauffer has/had a set of 38s with said seals. Lastly there are Snyder marked 37Ks. Yes they are Fafnirs, they just do not say so. I will not claim this is complete. There could very well be other skate sized Fafnirs that I have yet to run across.
|
